VIP member
VIP memberBearing cup press fitting machine - Introduction
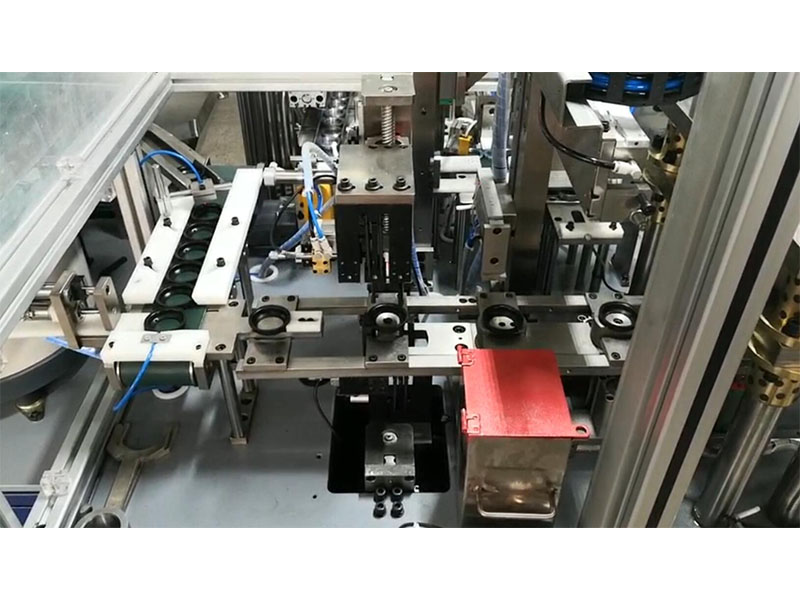
Equipment process flow:
Shell hopper storage (hopper elevator)+vibrating disc feeding → shell handling and positioning → bearing rod storage (bearing flat in the material rod) → bearing feeding → bearing recognition → bearing turning over → bearing cup inner diameter measurement (radial size, taper) → bearing cup outer diameter measurement (radial size, taper) → bearing handling above the shell → cylinder stamping to press the bearing into the shell → pressing height detection → NG product exclusion → qualified product delivery; Intelligent equipment for bearing cup press fitting machine
Technical Indicators:
(1) Measurement resolution of 0.1 μ m;
(2) 100% identification of stuck and severely stuck bearings during the rotation flexibility check;
(3) Approximately 1000 bearings are stored in the feeding machine;
Function Introduction:
(1) Bearing surface recognition method: using height measurement method, measuring the height of the outer ring chamfer of the bearing with an electronic micrometer/dial gauge (optional according to the actual situation), and judging whether the bearing is in a downward state with the chamfer surface through feedback of the height value;
(2) Bearing flipping: Based on the measurement data of the chamfer height, flip the product with the bearing chamfer facing up to the chamfer facing down;
(3) Measurement method for bearing cup inner hole: three-point contact probe, one workstation axial displacement axial measurement of 2 sections, automatic calculation of inner diameter, taper, etc. This function can be turned on or off;
(4) Measurement method for outer diameter of bearing cup: three-point contact probe, one workstation axial displacement axial measurement of 2 sections, automatic calculation of outer diameter, taper, etc. This function can be turned on or off;
(5) Inner and outer diameter measurement system: measurement resolution of 0.1 m, comprehensive repeatability accuracy of 1 m for the measuring frame, measurement data output, displayed on the touch screen;
(6) Bearing pressing: A 150mm cylinder diameter is used to directly press the bearing from top to bottom into the housing (plastic housing and aluminum alloy housing are common). When pressing, pressure is applied to the outer ring of the bearing, and the cylinder pressing stroke is adjustable; (Cylinder specifications are selected according to actual conditions)
(7) Press in height detection: Using the height measurement method, an electronic micrometer/dial gauge (optional according to the actual situation) is used to measure the height of the outer or inner ring end face of the bearing, in order to determine whether the bearing is fully pressed into the housing. The judgment results are OK and NG, with no measurement data output; (The brand of the electronic watch can be designated by Party A)